





फायदे
► 100% (40℃) कर्तव्य चक्र;
► कटिंग करंट सतत समायोज्य आहे, पातळ आणि जाड दोन्ही प्लेट वेल्डिंगसाठी योग्य आहे;
► टॉर्चला जळण्यापासून वाचवण्यासाठी हवेचा दाब किंवा हायड्रॉलिक दाब नसताना ते आपोआप कापणे थांबेल;
► तेथे आर्क सिंक सिग्नल आणि आर्क व्होल्टेज सिग्नल कनेक्टर आहेत जे ऑटो कटिंगसाठी सोपे आहेत आणि विशेषत: संख्यात्मक नियंत्रण मशीन आणि रोबोटशी जुळण्यासाठी योग्य आहेत;
► नोजल आणि इलेक्ट्रोडचे नुकसान टाळण्यासाठी करंट अपस्लोप कटिंग समायोजित केले जाऊ शकते;
► आर्क स्ट्राइकिंग सिग्नल, आर्क प्रेशर सिग्नल, एअर सप्लाय कंट्रोल आणि आर्क प्रेशर आउटपुट फंक्शन सीएनसी आणि रोबोट कटिंगसाठी विशेष योग्य बनवते;
► दोन मशीन्सचा समांतर वापर उपलब्ध आहे, अतिरिक्त-जाडीचे साहित्य चांगले कापण्यासाठी आउटपुट करंटच्या दुप्पट;
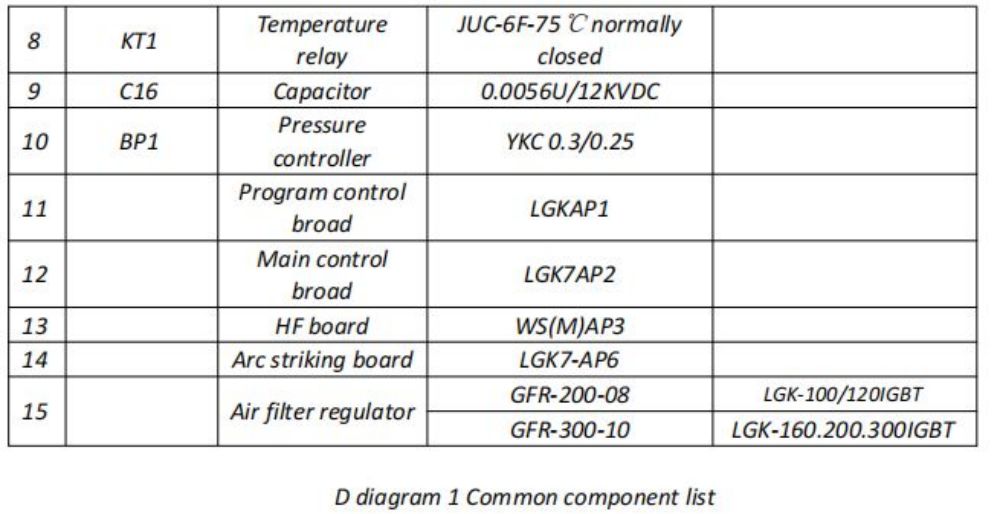
► मशीन वापरलेली सेटिंग, डिजिटल डिस्प्ले हे मशीन आणि रोबोट वापरण्यासाठी खास योग्य बनवते.
मुख्य पॅरामीटर्स
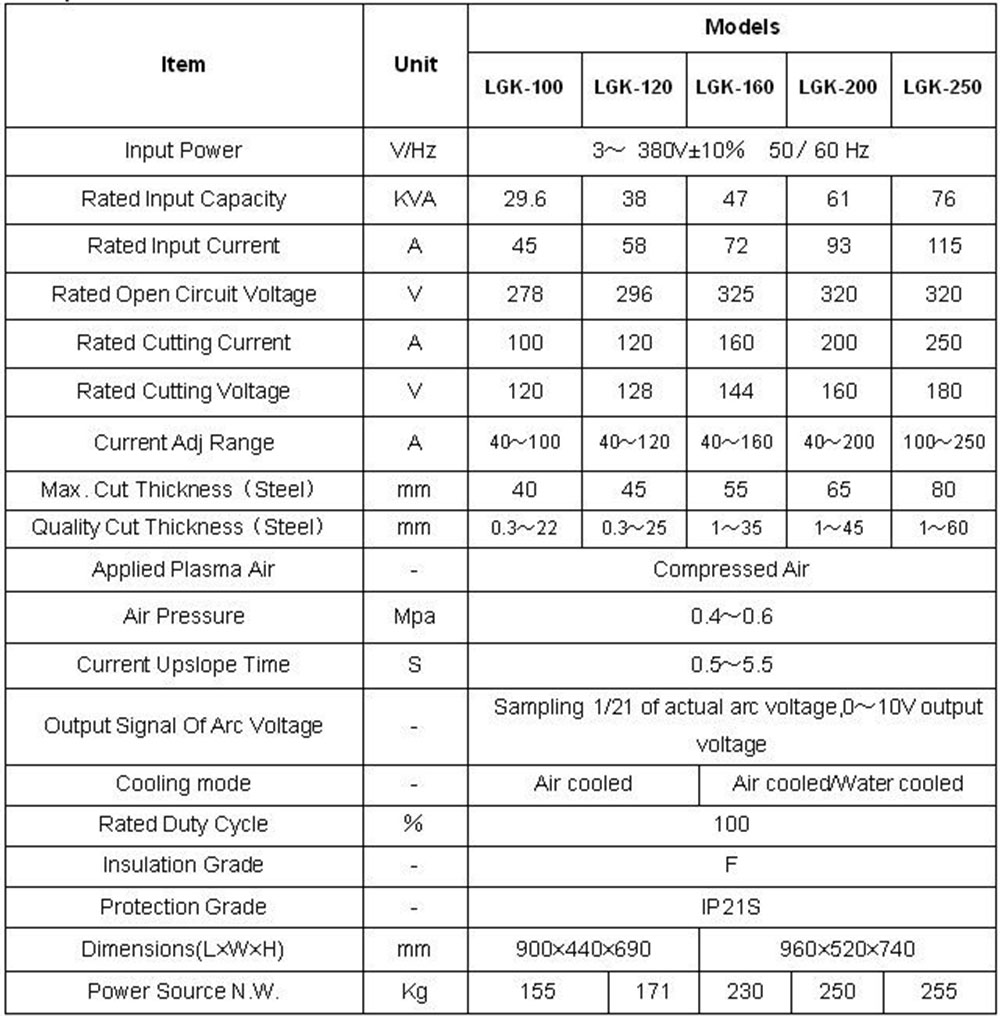
2. प्लाझ्मा गॅस परिस्थिती
कामाचा दबाव श्रेणी: 0.4MPa~0.6MPa
गॅस सप्लाई पाईप कॉम्प्रेशन ताकद :≥1MPa
गॅस पुरवठा पाईप अंतर्गत परिमाण:≥Φ8
गॅस पुरवठा प्रवाह:≥180L/मिनिट
गॅसमधून पाणी गाळून नंतर कटरमध्ये टाका
कामाची तत्त्वे
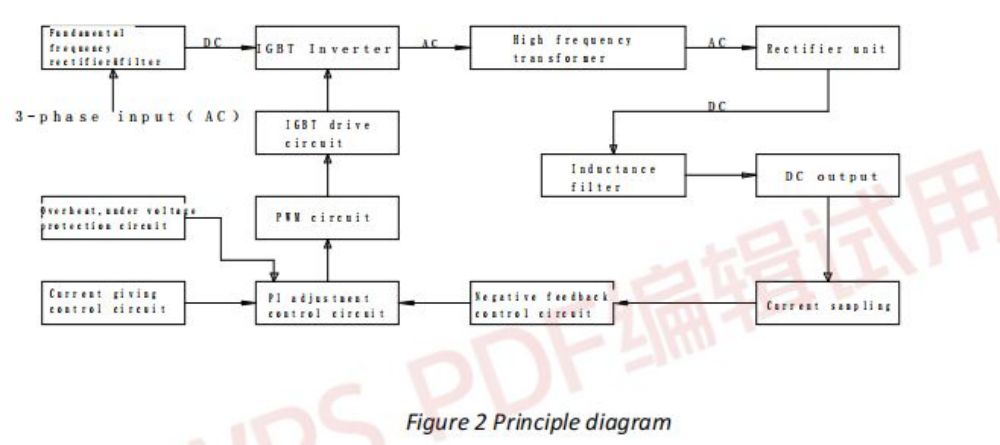
कटिंग मशीनचे कंट्रोल सर्किट मुख्य इन्व्हर्टर स्विच घटक म्हणून प्रगत इलेक्ट्रॉनिक भाग IGBT स्वीकारते.थ्री-फेज रेक्टिफायरद्वारे दुरुस्त केल्यानंतर थ्री-फेज एसी पॉवर 20KHz उच्च-फ्रिक्वेंसी डीसी करंटमध्ये रूपांतरित केली जाते.नंतर आयजीबीटी इन्व्हर्टरच्या फंक्शन अंतर्गत डीसी करंट एसी हाय फ्रिक्वेंसी करंटमध्ये उलट केला जातो, जो हाय फ्रिक्वेन्सी ट्रान्सफॉर्मरमध्ये व्होल्टेज कमी झाल्याचा अनुभव घेतल्यानंतर डीसी करंटला उलट केला जातो, जलद रिकव्हरी डायोडमध्ये करंट सुधारतो.हा डीसी प्रवाह अणुभट्टीद्वारे फिल्टर केला जातो आणि आउटपुट कटिंग करंट प्राप्त होतो.
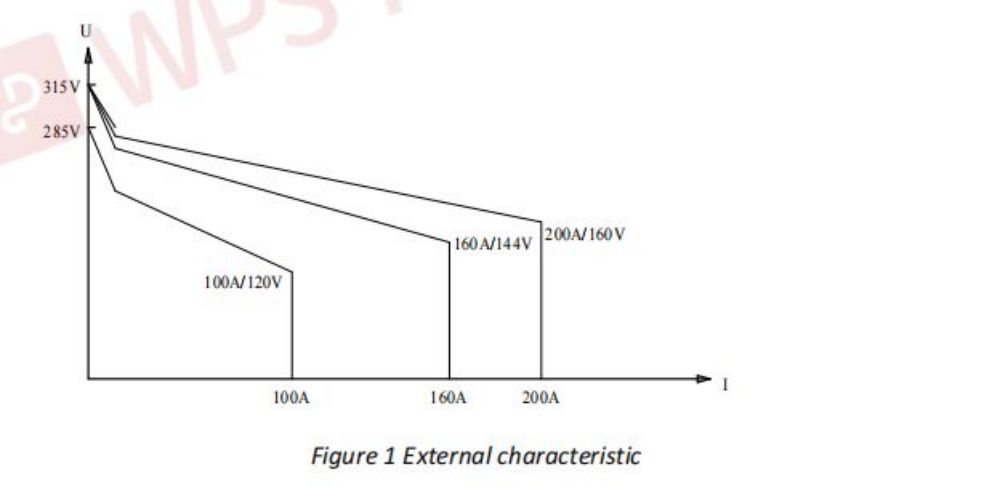
कंट्रोल सर्किट चालित पल्स रुंदी नियंत्रित करून आउटपुट करंट नियंत्रित करू शकते.रिअल टाइम कटिंग करंट, जो मालिकेतील आउटपुट टर्मिनलशी जोडलेल्या करंट सेन्सरद्वारे प्राप्त केला जातो, नकारात्मक फीडबॅक कंट्रोल सिग्नल म्हणून वापरला जातो.करंट ऍडजस्टिंग सिग्नलशी तुलना केल्यानंतर, नकारात्मक नियंत्रण सिग्नल PWM ऍडजस्टिंग इंटिग्रेटेड सर्किटला पाठवले जाते, त्यानंतर IGBT नियंत्रित करण्यासाठी नियंत्रित ड्रायव्हिंग पल्स आउटपुट होते.त्याद्वारे स्थिर आउटपुट करंट राखला जाऊ शकतो, आणि तीव्र घसरण आणि स्थिर प्रवाह बाह्य वैशिष्ट्य प्राप्त केले जाते.स्ट्राइकिंग आर्क उच्च-फ्रिक्वेंसी स्ट्राइकिंग मॉडेल स्वीकारतो.मुख्य सर्किट परिशिष्ट आकृती 1 चा संदर्भ देते , आणि नियंत्रण सर्किटचे तत्त्व आकृती आकृती 2 म्हणून दाखवले आहे.
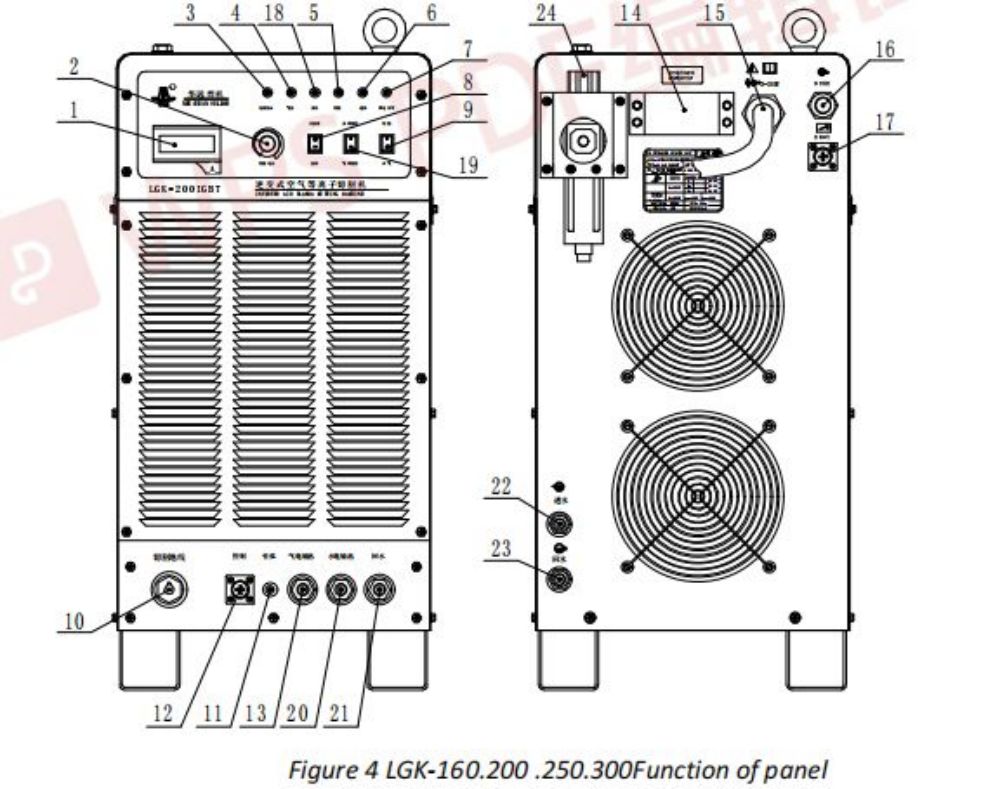
पॅनेल आणि त्याची कार्ये(LGK-100 आकृती 3 पहा, LGK-160/200/250/300 आकृती 4 पहा)
१.डिजिटल अँमीटर: कापण्यापूर्वी प्री-सेट कटिंग करंट दाखवणे, कटिंग करताना कटिंग करंट दाखवणे
2. कटिंग करंट ऍडजस्टिंग नॉब: कटिंग करंट समायोजित करणे
3. पॉवर इंडिकेटर दिवा: कटर ऊर्जावान आहे की नाही हे दर्शविते.
4.एअर प्रेशर इंडिकेटर दिवा: जेव्हा कॉम्प्रेस्ड हवेचा दाब 0.2Mpa पेक्षा जास्त असेल तेव्हा तो चालू असतो.जेव्हा दाब 0.15Mpa पेक्षा कमी असतो तेव्हा ते बंद असते.
5. कटिंग इंडिकेटर दिवा: जेव्हा दिवा चालू होतो म्हणजे कटिंग मशीन सुरू होते.
6. ओव्हरलोड इंडिकेटर दिवा: कटर ओव्हरलोड झाल्यावर तो चालू असतो (सामान्यत: कूलिंग फॅन खराब झाल्यावर तो चालू असतो.)
7. इनपुट फॉल्ट इंडिकेटर दिवा: जेव्हा पॉवर सोर्स फेज चुकतो किंवा तो 330VAC पेक्षा कमी असतो तेव्हा तो चालू असतो.
8. गॅस कंट्रोल सिलेक्शन स्विच: जेव्हा ते हवा तपासण्यासाठी स्विच करते, तेव्हा गॅस प्रवाह तपासण्यासाठी गॅस वाल्व उघडतो.जेव्हा ते कटिंगवर स्विच करते, तेव्हा कटिंग दरम्यान गॅस वाल्व आपोआप उघडतो.
9. टॉर्च ऑपरेशन मोड सिलेक्शन स्विच: जेव्हा ते 2-स्टेप चालू होते, तेव्हा टॉर्चचे स्विच कापण्याच्या प्रक्रियेत दाबले पाहिजे आणि स्विच सोडल्यानंतर कटिंग थांबते.जेव्हा ते 4-स्टेप चालू होते, तेव्हा टॉर्च स्विच दाबा आणि तो सोडवा, कटिंग कार्य करण्यास सुरवात करते आणि पुन्हा स्विच दाबल्यानंतर थांबते.
10. कटिंग ग्राउंड वायर आउटलेट: कटिंग ग्राउंड वायर कनेक्ट करण्यासाठी
11. टॉर्च पायलट टर्मिनल: टॉर्च पायलट वायर जोडण्यासाठी.
12. टॉर्च कंट्रोल आउटलेट: टॉर्च कंट्रोल सिग्नल वायर कनेक्ट करण्यासाठी.
13. एअर आणि पॉवर आउटपुट टर्मिनल: सध्याचे आउटपुट टर्मिनल देखील कॉम्प्रेस्ड एअर आउटपुट टर्मिनल आहे.जेव्हा वॉटर-कूल्ड टॉर्च वापरला जातो तेव्हा वॉटर-कूल्ड टॉर्चला जोडण्यासाठी हे गॅस पाईप कनेक्टर आहे आणि जेव्हा एअर-कूल्ड टॉर्च वापरली जाते तेव्हा टॉर्च गॅस-कूल्ड केबलला जोडण्यासाठी कनेक्टर आहे.
14.आर्क व्होल्टेज आउटपुटसाठी स्पेअर वायर होल: मशीन पूर्ण झाल्यावर आर्क व्होल्टेज आउटपुट वायर कनेक्ट होत नाही.आवश्यक असल्यास, कृपया कटरचे टॉप कव्हर उघडा आणि मुद्रित बोर्ड LGK7-AP5 वर वायर टर्मिनल जोडण्यासाठी दोन-कोर वायर वापरा, ज्यामध्ये दोन प्रकारचे आउटपुट सिग्नल आहेत, एक 1:1 आउटपुट आणि दुसरा 1 आहे. :20 आउटपुट, कृपया आकृती 3 LGK-100 पॅनेलचे कार्य आवश्यकतेनुसार वायर कनेक्ट करा आणि नकारात्मक आणि सकारात्मक इलेक्ट्रोडकडे लक्ष द्या.
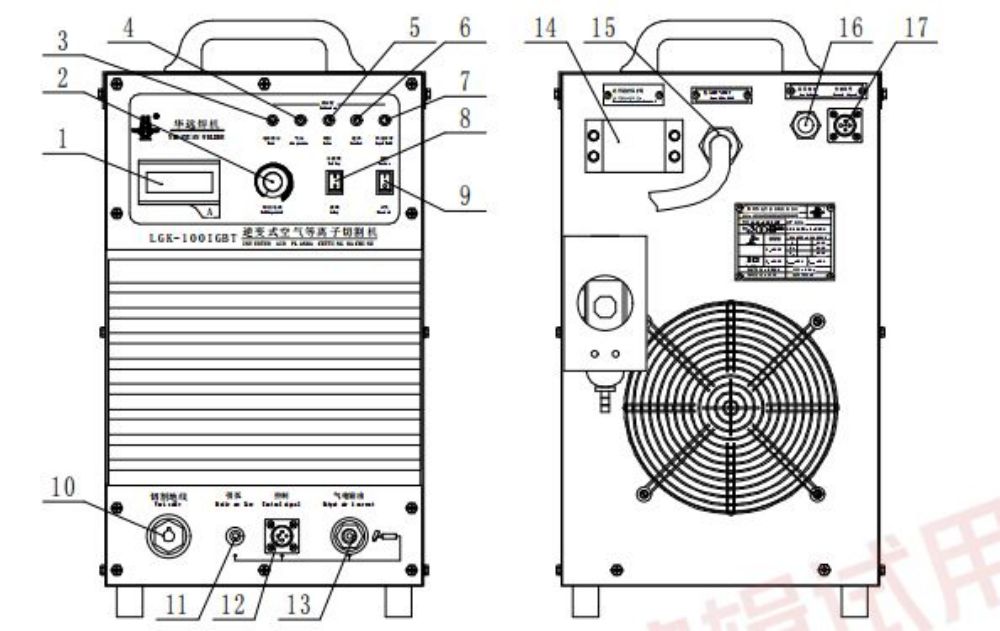
15. कंट्रोल सिग्नल कनेक्टर: स्वयंचलित कटिंग उपकरणे नियंत्रित करण्यासाठी
16. पॉवर सोर्स स्विच: कटरचा 3-फेज पॉवर सप्लाय चालू/बंद नियंत्रित करा
17. एअर प्रेशर रेग्युलेशन फिल्टर: कॉम्प्रेस्ड हवेचा कामाचा दाब समायोजित करण्यासाठी आणि हवेतून पाणी फिल्टर करण्यासाठी
18. हायड्रोलिक दाब दर्शविणारा दिवा: कूलिंग वॉटर सप्लाय कनेक्ट करा, जेव्हा पाण्याचा प्रवाह 0.45L/मिनिट पेक्षा मोठा असेल तेव्हा दिवा चालू असेल.
19. गॅस-कूल्ड टॉर्च/वॉटर-कूल्ड टॉर्च सिलेक्शन स्विच: गॅस-कूल्ड टॉर्च जेव्हा गॅस कूलिंगवर स्विच करते तेव्हाच वापरली जाते आणि वॉटर-कूल्ड टॉर्च निवडलेल्या वॉटर कूलिंग मोडमध्ये वापरली जाते.
20. वॉटर/पॉवर आउटपुट टर्मिनल: कटिंग करंट आउटपुट टर्मिनल हे वॉटर आउटपुट टर्मिनल देखील आहे, ते वॉटर कूलिंग केबल जोडण्यासाठी वापरले जाते.
21. टॉर्चचे बॅकवॉटर टर्मिनल: ते पाण्याच्या रिसायकल पाईपला जोडण्यासाठी वापरले जाते.
22. बॅकवॉटर टर्मिनल: याचा वापर पाण्याची टाकी रीसायकल पाईप जोडण्यासाठी केला जातो.
23. वॉटर इनपुट टर्मिनल: याचा वापर पाण्याच्या टाकी आउटपुट पाईपला जोडण्यासाठी केला जातो.

